Ciao a tutti
finalmente abbiamo trovato il tempo di stampare e confrontare alcune parti di riferimento. Abbiamo i primi pezzi di stampa con il Makerbot Replicator 2X E Fotone anycubicCreato.

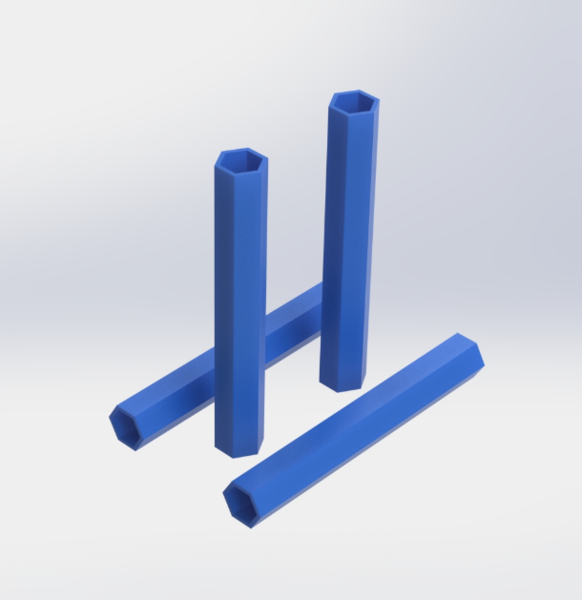
Come primi pezzi di riferimento abbiamo creato un esagono con lunghezza 60mm e larghezza della chiave 8mm.
Lo spessore della parete delle parti è stato impostato su 0,8 mm.
Parametri di pressione Makerbot:
- Risoluzione - 0,2 mm/0,1 mm
- nessun rafting
- Nessun supporto
- ABS con lastra di stampa riscaldata a 235 oC
- Tempo di stampa - 1h 40m
Parametri di pressione Anycubico:
- Risoluzione - 0,1 mm
- Esposizione - 8s
- Pausa - 1s
- nessun rafting
- Nessun supporto
- Tempo di stampa - 3h 30m
Ho comprato la stampante Makerbot molti anni fa, come una delle prime in Germania. Nei primi mesi dopo che Makerbot ha portato la stampante sul mercato statunitense, un'importazione, lo sdoganamento e l'assistenza clienti erano ancora un po 'problematici fino a quando una società di ingegneria di Stoccarda ha ufficialmente avviato le vendite in Germania.

Ricordo la curva di apprendimento piuttosto piatta. A quel tempo ho stampato con ReplicatorG e il firmware Sailfish creato dalla comunità per ottenere la migliore precisione dimensionale. Ogni parametro doveva essere abbinato alla stampante e il pezzo di stampa e la quantità di rifiuti di plastica prodotti era piuttosto alta. Non c'era quasi alcun supporto sia dal produttore che dal reparto vendite.
Poiché Makerbot ha ricevuto molte richieste di supporto, tutti i ticket di supporto sono stati pagati abbastanza rapidamente.
Hai una domanda per Makerbot? Costa 100 dollari!
Ho avuto meno difficoltà con il Fotone Anycubic acquisito di recente. Il produttore viene direttamente dalla Cina, non abbiamo ancora fatto una richiesta di supporto, quindi non abbiamo alcun confronto qui. Il manuale d'uso tedesco è stato particolarmente sorprendente. Come con il Makerbot, l'assemblaggio o simili non era richiesto.

Come primo test, abbiamo stampato i pezzi di riferimento di cui sopra, ciascuno che giace due esagonali e due in piedi.

Le stampe blu provengono dal Makerbot e da quelle verdi dell'Anycubic. Le parti in plastica a sinistra sono state stampate in piedi, quelle sul lato destro.

Nella foto superiore sono i modelli stampati sdraiati, che possono essere chiaramente visti dalla superficie delle due parti FDM, gli strati orizzontali sono chiaramente visibili qui, principalmente a causa della risoluzione inferiore di 0,2 mm invece dello 0,1 mm utilizzato nel fotone. Tuttavia, questo tentativo riguardava lo strato superiore.
Per le parti del valore di SLA, la superficie è molto liscia, ma gli oggetti non assomigliano al cubo di riferimento di una singola finestra di disegno. Uno dei motivi per cui i pezzi stampati sembrano irregolari è dovuto al successivo processo di pulizia. Quando si pulsano le parti in etanolo, non ho potuto rimuovere la resina rimanente in interno, quindi durante la post-elaborazione è ancora necessaria una certa pratica.

Per le parti stampate in piedi nella parte superiore dell'immagine, abbiamo cambiato la risoluzione del livello del Makerbot a 0,1 mm per ottenere un valore di confronto. Le superfici sembrano buone su tutti i pezzi. Ciò che colpisce qui è che le linee verticali sono visibili nelle parti in piedi, oltre alle linee orizzontali previste, nei pezzi stampati dal fotone. Presumo che ciò sia dovuto al fatto che durante la stampa con il fotone, le linee tra i voxel non erano sufficientemente esposte.
I primi stress test sono stati abbastanza rivelatori:

I pezzi di stampa orientati orizzontalmente con gli strati verticali di Makerbot erano, come previsto, abbastanza resistenti, ma quelli del fotone sono sorprendentemente leggermente rotti.
Con i pezzi stampati orientati verticalmente con strati orizzontali era esattamente il contrario, non potevamo rompere le parti prodotte dal fotone senza strumenti, mentre i pezzi del Makerbot si rompevano abbastanza facilmente.
In sintesi, i pezzi di stampa del Makerbot si sono comportati come previsto. Superficie e resilienza corrispondevano al comportamento abituale. Nel caso del fotoritocco, tuttavia, l'adesione dello strato sembra funzionare meglio l'uno dell'altro. La debolezza strutturale che penso deriva dalle aree tra i voxel è stata abbastanza sorprendente. Ecco una foto del microscopio:

La scala dei pezzi di stampa non è stata regolata per ottenere un confronto migliore, e proviene dal software CAM incluso con le impostazioni predefinite. Le deviazioni massime per il Makerbot: s/- 0,12 mm e anycubic s/- 0,2 mm. Questo è dove il Makerbot esegue molto meglio con i parametri standard.
Abbiamo ancora molto lavoro da fare per stampare con precisione con la nuova stampante.
Fino al post successivo :)