Hallo zusammen,
endlich haben wir Zeit gefunden ein paar Referenzteile zu drucken und miteinander zu vergleichen. Wir haben erste Druckstücke mit dem Makerbot Replicator 2X und Anycubic Photon erstellt.

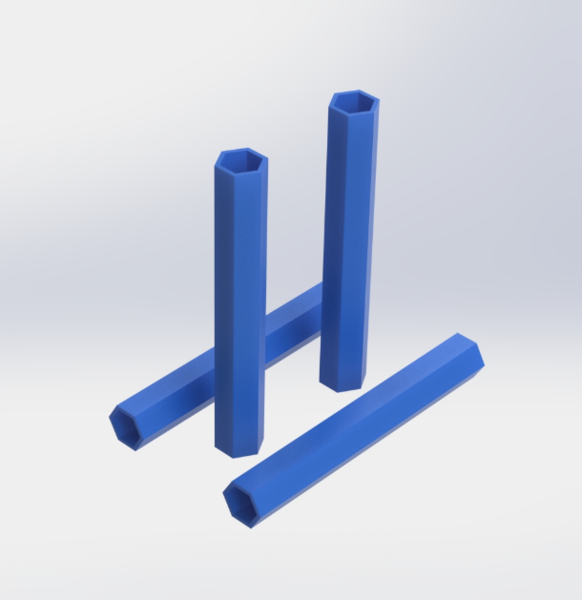
Als erste Referenzstücke haben wir ein Hexagon mit 60mm Länge und 8mm Schlüsselweite erstellt.
Die Wandstärke der Teile wurde auf 0.8mm festgelegt.
Druckparameter Makerbot:
- Auflösung - 0.2mm/0.1mm
- kein Raft
- kein Support
- ABS mit 235°C und 110°C beheizter Druckplatte
- Druckzeit - 1h 40m
Druckparameter Anycubic:
- Auflösung - 0.1mm
- Belichtungszeit - 8s
- Pause - 1s
- kein Raft
- kein Support
- Druckzeit - 3h 30m
Den Makerbot Drucker habe ich vor vielen Jahren, als einer der ersten in Deutschland erworben. In den ersten Monaten, nachdem Makerbot den Drucker auf den US-Markt brachte war ein Import, die Verzollung und der Kundensupport noch etwas problematisch, bis ein Stuttgarter Ingenieurbüro den Vertrieb offiziell in Deutschland startete.

Ich erinnere mich noch an die ziemlich flache Lernkurve. Gedruckt habe ich damals noch mit ReplicatorG und der von der Community erstellten Sailfish-Firmware um die beste Maßhaltigkeit zu erhalten. Jeder Parameter musste eigens auf den Drucker und das Druckstück abgestimmt werden und die Menge an produziertem Plastikmüll war ziemlich hoch. Support gab es sowohl vom Hersteller, als auch vom Vertrieb kaum.
Weil Makerbot deshalb viele Supportanfragen erhielt wurden ziemlich schnell alle Supporttickets kostenpflichtig.
Haben Sie eine Frage an Makerbot? Kostet 100$!
Beim vor kurzen erworbenen Anycubic Photon hatte ich weniger Schwierigkeiten. Der Hersteller kommt direkt aus China, eine Support-Anfrage haben wir noch nicht gestellt, weswegen wir hier keinen Vergleich haben. Überraschend war vor allem die deutsche Bedienungsanleitung. Ein Zusammenbau o.ä war genau wie beim Makerbot nicht erforderlich.

Als ersten Test haben wir oben genannte Referenzstücke gedruckt, jeweils zwei Hexagonale liegend und zwei stehend.

Dabei stammen die blauen Druckstücke vom Makerbot und die grünen vom Anycubic. Die Kunstoffteile auf der linken Seite wurden stehend, die auf der rechten Seite liegend gedruckt.

Im oberen Bild sind die liegend gedruckten Modellen, was man anhand der Oberfläche der beiden FDM-Teile klar erkennen kann, die horizontalen Schichten sind hier deutlich sichtbar, vor allem wegen der geringeren Auflösung von 0.2mm anstatt der beim Photon benutzten 0.1mm. Uns ging es jedoch bei diesem Versuch um die Deckschicht.
Bei den SLA-Teilen ist die Oberfläche wirklich glatt, die Objekte wirken jedoch nicht wie beim Referenzwürfel aus einem Guss. Ein Grund weshalb die Druckstücke unregelmäßig aussehen ist dem anschließenden Reinigungsvorgang geschuldet. Beim Abwaschen der Teile in Ethanol konnte ich das zurückbleibende Harz im inneren nicht gut entfernen, bei der Nachbearbeitung ist also noch etwas Übung gefragt.

Bei den stehend gedruckten Teilen oben im Bild haben wir die Schichtauflösung beim Makerbot auf 0.1mm geändert um einen Vergleichswert erhalten zu können. Die Oberflächen sehen auf allen Stücken gut aus. Auffallend ist hier, dass bei den stehend gedruckten Teilen, neben den zu erwarteten Horizontalen Linien, bei den Druckstücken aus dem Photon auch Vertikale Linien sichtbar sind. Ich gehe davon aus, dass dies daraus resultiert, dass beim drucken mit dem Photon die Linien zwischen den Voxeln nicht ausreichend belichtet wurden.
Die ersten Belastungstests waren recht aufschlussreich:

Die horizontal orientierten Druckstücke mit den vertikalen Schichten von Makerbot waren, wie erwartet, recht belastbar, die vom Photon sind jedoch überraschend leicht gebrochen.
Bei den vertikal orientierten Druckstücken mit horizontalen Schichten verhielt es sich genau anders herum, wir konnten trotz aller Gewalt die vom Photon produzierten Teile ohne Werkzeug nicht zerbrechen, wogegen die Stücke aus dem Makerbot recht leicht brachen.
Zusammenfassend kann man sagen, dass sich die Druckstücke aus dem Makerbot wie erwartet verhielten. Oberfläche und Belastbarkeit entsprachen dem gewohnten Verhalten. Beim Photon jedoch scheint die Layerhaftung untereinander besser zu funktionieren. Die strukturelle Schwäche, welche meiner Meinung nach von den Bereichen zwischen den Voxeln entsteht, war ziemlich überraschend. Hier noch ein Bild vom Mikroskop:

Die Skalierung der Druckstücke wurde nicht angepasst, um einen besseren Vergleich zu erhalten, und stammt aus der jeweils mitgelieferten CAM-Software mit den Standardeinstellungen. Die maximalen Abweichungen beim Makerbot: +/- 0.12mm und beim Anycubic +/- 0.2mm. Hier schneidet der Makerbot also mit den Standardparametern noch deutlich besser ab.
Um mit dem neuen Drucker auch präzise zu drucken liegt noch viel Arbeit vor uns.
Bis zum nächsten Beitrag :)